 手機版|
手機版|




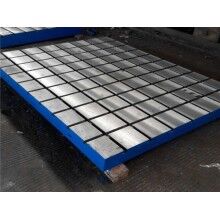
大型機床鑄件干燥后才能進行打磨
大型機床鑄件用途廣泛??捎糜趦x器儀表,電子,輕工,標(biāo)準(zhǔn)件,軸承業(yè),汽配行業(yè)等零部件的加工。 耐磨性和尺寸穩(wěn)定性,直接影響機床的精度保持壽命。
1、底漆刷涂或噴、浸要均勻,底漆在使用前必須充分?jǐn)嚢杈鶆?,稀釋至適當(dāng)?shù)哪甓仍龠M行涂抹
2、采用水磨技術(shù)進行打磨,為防止大型機床鑄件經(jīng)過加工的表面生銹,需要采用防銹水進行打磨。
3、經(jīng)過機械加工后的大型機床鑄件,涂漆前必須用金屬清洗劑或潔凈的工業(yè)汽油進行淋洗或刷洗,確保徹底清除表面的油污和其他污物。
4、使用過氯乙烯填充大型機床鑄件凹陷后必須等其干燥后才能進行打磨,每次打磨后均需要徹底清除表面的磨漿和粉塵。
5、在最后一到膩子打磨清理干凈后,需要噴涂過氯乙烯第二道底漆,這樣可以提高漆膜的平整度,提高漆膜的光澤。
大型機床鑄件質(zhì)量對機械產(chǎn)品的性能有很大影響。大型機床鑄件的耐磨性和尺寸穩(wěn)定性,直接影響機床的精度保持壽命。我們采取的主要措施是提高鐵水溫度,建立完善的沖天爐檢測系統(tǒng),保證沖天爐處于正常狀態(tài)。工藝參數(shù)的選擇工藝參數(shù)對鑄件尺寸精度以及輪廓清晰度有較大的影響。經(jīng)過多次工藝試驗,對每一工藝參數(shù)都認(rèn)真選擇。廣泛地應(yīng)用最新鑄造工藝成果,提高鑄造工藝水平,以減少鑄造缺陷,特別是鑄件表面缺陷。機床鑄件的外觀質(zhì)量指集機床鑄件表面粗糙度、表面缺陷、尺寸偏差、形狀偏差、重量偏差。
大型機床鑄件的質(zhì)量主要包括外觀質(zhì)量、內(nèi)在質(zhì)量和使用質(zhì)量。機床鑄件質(zhì)量對機床床身鑄件的內(nèi)在質(zhì)量主要指機床鑄件的化學(xué)成分、物理性能、機械性能、金相組織以及存在于機床鑄件內(nèi)部的孔洞、裂紋、夾雜、偏析等情況;機床鑄件的使用質(zhì)量指機床鑄件在不同條件下的工作耐久能力,包括耐磨、耐腐蝕、耐激冷激熱、疲勞、吸震等性能以及被切削性、可焊性等工藝性能。
大型機床鑄件鑄造工藝優(yōu)化目的是消除或控制鑄造缺陷對鑄件質(zhì)量的影響,提高產(chǎn)品合格率,降低生產(chǎn)成本,其優(yōu)化對象是表現(xiàn)為鑄造缺陷的工藝問題。常用的鑄造工藝優(yōu)化方法實際應(yīng)用效果并不佳,不能很好地滿足生產(chǎn)需要。
鑄造工藝問題的特點
所有大型機床鑄件在生產(chǎn)過程中都可能產(chǎn)生缺陷。它的出現(xiàn)將直接降低鑄件成品率,增加鑄造生產(chǎn)成本。因此鑄造工藝問題通常都表現(xiàn)為 的缺陷問題,解決鑄造工藝的問題即消除或減少鑄造缺陷及其不利的影響。鑄造工藝問題具有如下特點。
1、多因素性
很多文獻對各種鑄造缺陷及其形成機理進行了研究,并對各種缺陷的影響因素和防比措施予以分類和歸納。研究結(jié)果說明鑄造缺陷都由一個根本原因所導(dǎo)致,此又受到一些相關(guān)因素的影響;這些因素本身又構(gòu)成次級原因,同樣也受到一些其它因素的影響。改變某些因素則可改變次級原因和根本原因的狀態(tài),進而影響、控制鑄造缺陷的產(chǎn)生。這些因素在影響相應(yīng)原因的同時,其相互間還存在一定作用,其作用強度對于不同鑄件還不完全相同。因此,這些因素間將存在一定的沖突,解決鑄造工藝問題則必須消除沖突或減弱其不利作用。
2、系統(tǒng)性
鑄造工藝問題本質(zhì)上是沖突的存在。根本原因是問題出現(xiàn)的直接沖突,該沖突的作用又是幾個次級原因共同作用的結(jié)果,而次級原因是問題出現(xiàn)的間接沖突,每個次級原因又受到一個或多個因素的影響。根本原因與次級原因之間或直接沖突與間接沖突之間,以及次級原因或間接沖突與影響因素之間,均以因果關(guān)系相連,形成一個呈樹枝狀的有機整體即系統(tǒng)。
3、開放性
鑄造缺陷雖然出現(xiàn)于大型機床鑄件內(nèi),但其形成卻與周圍的環(huán)境條件有關(guān)。鑄造工藝問題中存在多個沖突,有的是鑄件內(nèi)的沖突,而有的則是鑄件與環(huán)境之間的沖突。鑄件本身和環(huán)境分別構(gòu)成兩個小系統(tǒng),其不僅內(nèi)存在沖突作用,而且其間也存在相互作用,其作用形式為能量交換,使鑄造工藝問題表現(xiàn)出一定的開放性。因此,解決鑄造工藝問題不僅要著眼于鑄件本身,還需考慮其周圍環(huán)境條件的影響。
綜上所述,大型機床鑄件鑄造工藝問題是存在沖突的復(fù)雜技術(shù)問題。解決此問題并改進鑄造工藝則須以鑄造缺陷為對象,從整體觀點出發(fā),應(yīng)用系統(tǒng)思想及方法,準(zhǔn)確認(rèn)識問題的成因并識別沖突,然后進行鑄造工藝二次設(shè)計,方能消除或減弱鑄造缺陷對鑄件的不利影響,提高鑄件質(zhì)量和成品率。
內(nèi)腔深孔洞,較深的凹槽及厚大斷面相聯(lián)過渡處易出現(xiàn)粘砂現(xiàn)象,更嚴(yán)重的形成滲透性化學(xué)粘砂,甚至造成大型機床鑄件報廢,解決措施:
(1)先從涂料著手,涂料的耐火度和強度及附著力,都直接影響粘砂現(xiàn)象,一般工廠對于進廠涂料又不好每桶進行檢測,只能靠檢驗人員的直觀經(jīng)驗和生產(chǎn)實踐中進行試驗才能得出結(jié)論,質(zhì)量好與差、能用與否,我們采取在幾個涂料供應(yīng)商中對他們的產(chǎn)品進行試驗(前面提到的方法)。一旦試驗確認(rèn)可行即可定下來,穩(wěn)定供應(yīng)廠商。
(2)泡沫型在刷涂料前,要經(jīng)專人檢查泡沫型各部位,在易產(chǎn)生粘砂的部位,涂料涂刷應(yīng)厚一些并涂刷均勻,有些部位為了防止粘砂,可用混好的冷硬呋喃樹脂砂提前填充好,待樹脂砂達到使用強度時,可放入砂箱造型。
(3)適當(dāng)提高振動力和負壓度。
(4)適當(dāng)?shù)恼{(diào)整澆注溫度。
大型機床鑄件由于澆注噸位重、壁厚大、熱量集中、鐵液保持液態(tài)時間長,鑄件表面極易氧化而產(chǎn)生滲透粘砂, 而鑄造廠對鑄件的質(zhì)量、清砂時間、清潔度等要求越來越高,發(fā)氣量、成本要求越來越低。正是由于這種情況,對鑄型和涂料提出了更高的要求。
機械粘砂:液態(tài)金屬滲入到鑄型和型芯表面的孔隙中,包覆部分砂粒,凝固以后便形成金屬陶瓷狀的粘砂層,而大型、重型鑄件粘砂主要是由于靜壓力大,滲透深度深,處于高溫液態(tài)狀的時間長,即鑄型及其涂層的過熱時間長。
化學(xué)粘砂是Fe的氧化作用與鑄型材料和澆注氣氛相互之間物理化學(xué)作用的結(jié)果。造型材料的顆粒在粘砂層中,即能夠同F(xiàn)e的氧化物粘結(jié),也能夠與易熔的硅酸鹽等粘結(jié)。
( )面對激烈的市場競爭,我們始終堅持“重視質(zhì)量,顧客至上”的原則, 、 、 、 、 、 、 、 、 、 以客戶滿意為宗旨,公司自創(chuàng)立以來積極開拓創(chuàng)新,以質(zhì)量求生存,以服務(wù)贏得用戶以管理求效益,愿同各界朋友精誠合作,共同發(fā)展。









